Making a Fly Cutter from — a Fly Cutter?Tooling for my Taig lathe
Part of
the Making Stuff collection
Copyright © 2018. This work may be transmitted or stored in electronic form on any computer attached to the Internet or World Wide Web so long as this notice is included in the copy. Individuals may make single copies for their own use. All other rights are reserved. |
|
|
There is controversy about what this tool is properly called. The general definition of a fly cutter is a tool holder for a single-point cutting tool that sweeps the tool in a circle over the surface of a fixed workpiece. The tool flies over the work, unlike a conventional single-point lathe tool, where it is the work that moves. I've seen the term applied to single-point cutters used to cut gears, and I've seen it applied to single point cutters used for surface milling. If you ignore the center drill on the General Tools circle cutters, they certainly fit this definiton, so woodworkers aren't wrong to call their tools fly cutters. Some machinists, however, say the woodworking tool is a trepanning tool because it cuts around the perimeter of a circular hole without cutting the center plug. Indeed, you can trepan with a fly cutter, but that doesn't make it less of a fly cutter.
Regardless, I needed a fly cutter for my Taig lathe, so I modified the fly cutters to produce the result in the picture. What I did is:

|
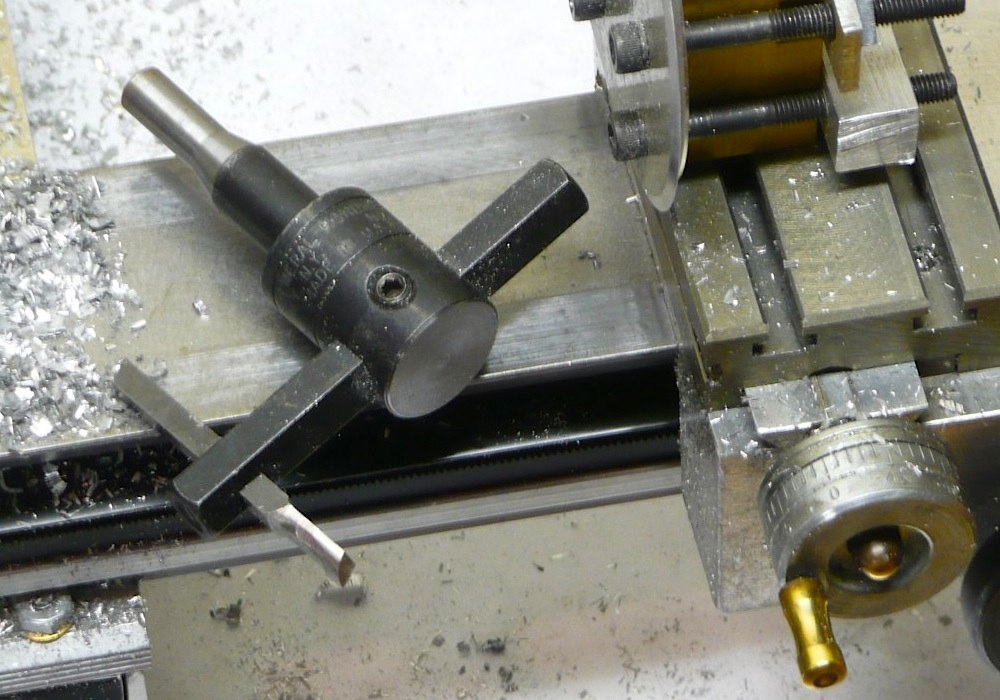
I've used my fly cutter for a number of facing jobs, converting rough hacksawed ends into fine flat surfaces, but that's just the tip of the iceberg of the kind of machining you can do with a fly cutter. The photo here shows my fly cutter in use to notch the edge of a 1/8" thick brass bar. I needed 1/16" square notches taken out of both edges of the bar so it could slide between a pair of guides that had matching notches.
The fly cutter was spinning at 880 RPM when I took the photo, so it's a little bit blurred. At that speed, it kicks little brass chips a considerable distance with each cutting pass.
Adjusting the vertical depth of cut is surprisingly straightforward:
Just to be sure, turn the lathe by hand a few revolutions to make sure that the cutter just brushes the shim without even a hint of trying to dig in.
With the depth of cut adjusted, clamp the workpiece on top of whatever furniture you're using on the cross slide, and align it properly. I used a microscope for this step. I clamped the workpiece loosely, so I could slide it horizontly with medium thumb pressure, then advanced and retracted the cross slide while looking at the gap between the edge of the workpiece and the cutting edge of the tool, adjusting things until the workpiece was exactly parallel to the cross slide.
To set the horizontal depth of cut, move the carriage so the tool just kisses the face of the workpiece, lock the carriage, and then use shims to set the distance from the carriage to the carriage stop. For the 1/16" notches being cut in the photo, I cut the entire notch in two passes.
As an aside, the piece I'm cutting in the photo here is the slider for the interlocking mechanism of my push-to-stop switch. The photos in my writeup of that mechanism show the completed assembly with that slider.

|
Considering that it was made from a circle cutter, it should be no surprise that I've used my fly cutter as a trepanning tool to cut circles: